
In the fast-paced world of machinery processing facilities, the efficiency and safety of handling heavy loads are crucial to operational success. Selecting the right lifting equipment not only boosts productivity but also ensures the safety of the workforce and the protection of valuable materials. This article explores the critical types of lifting equipment commonly used in machinery processing facilities, emphasizing their unique features, advantages, and applications.

Overhead Cranes: The Backbone of Industrial Lifting
Overhead cranes are indispensable in any industrial setting, providing a reliable solution for the safe and efficient movement of heavy loads. These cranes, characterized by their bridge-like structure spanning the workspace, are vital in manufacturing plants, assembly lines, and large warehouses. Their ability to handle heavy objects with precision makes them a cornerstone of industrial operations.
Advantages of Overhead Cranes:
- Operational Efficiency: These cranes modernize lifting tasks, facilitating the swift and precise transport of materials across the facility.
- Enhanced Safety: By minimizing the need for manual lifting, overhead cranes reduce the risk of workplace injuries.
- Space Optimization: Operating above ground, these cranes free up valuable floor space, making them ideal for crowded industrial environments.
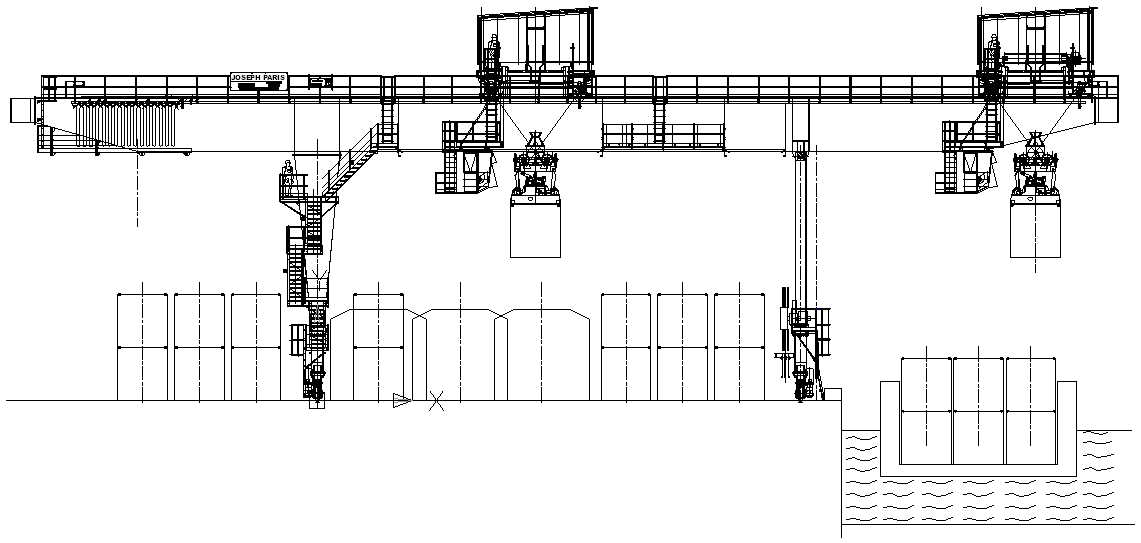
Gantry Cranes: Versatility Indoors and Outdoors
Gantry cranes are another essential tool in heavy lifting, offering the flexibility to be used both indoors and outdoors. Supported by legs that run on tracks or wheels, gantry cranes are perfect for applications requiring the movement of heavy loads across expansive areas, such as in shipyards, construction sites, or large-scale manufacturing facilities.
Advantages of Gantry Cranes:
- Adaptability: Suitable for various environments, whether inside a plant or out in the field.
- Mobility: Their ability to be repositioned provides flexibility in handling tasks across different parts of the facility.
- Heavy-Duty Capability: These cranes are designed to lift substantial loads, making them ideal for demanding industrial tasks.
Jib Cranes: Compact and Versatile
Jib cranes, known for their compact design, are highly effective in smaller workspaces where larger cranes might be impractical. With a horizontal arm (jib) attached to a vertical mast or mounted on a wall, these cranes can rotate up to 360 degrees, making them perfect for tasks requiring repetitive and precise movements, such as in assembly lines or maintenance areas.
Advantages of Jib Cranes:
- Rotational Flexibility: The 360-degree rotational capability allows for the precise positioning of materials.
- Space-Saving Design: Their compact structure makes jib cranes ideal for confined spaces, providing efficient lifting solutions where floor space is limited.
Forklifts: The Workhorses of Material Handling
Forklifts are vital in material handling, especially in environments like warehouses, distribution centers, and processing plants. These vehicles, equipped with pronged forks, are designed to lift and move heavy loads, offering excellent mobility and versatility.
Advantages of Forklifts:
- Superior Maneuverability: Forklifts can easily navigate through tight spaces, facilitating efficient material transport across the facility.
- Task Versatility: With various attachments available, forklifts can be adapted to handle a wide range of tasks, from moving pallets to transporting bulky machinery.
- Operational Efficiency: By speeding up material handling processes, forklifts contribute to reduced downtime and increased productivity.
Pallet Jacks: Simplified Pallet Handling
Pallet jacks are essential tools for moving palletized goods within industrial environments. Available in both manual and electric models, these jacks provide an affordable and efficient solution for short-distance material handling, particularly in warehouses and small processing facilities.
Advantages of Pallet Jacks:
- User-Friendly Operation: Pallet jacks are simple to use, requiring minimal training for effective operation.
- Cost-Effective: These tools offer an economical option for pallet handling, reducing the need for more expensive equipment.
- Increased Efficiency: Pallet jacks streamline the process of moving goods, enhancing operational efficiency and reducing the need for manual labor.
Mobile Cranes: Flexibility and Reach
Mobile cranes are highly versatile lifting devices equipped with a telescopic boom mounted on a mobile platform, allowing them to be easily transported across different locations within a facility. They are ideal for construction and maintenance tasks, providing significant lifting capacity and extended reach for handling heavy equipment and materials.
Advantages of Mobile Cranes:
- Portability: Mobile cranes can be relocated as needed, offering flexibility in handling various lifting tasks.
- High Lifting Capacity: These cranes are capable of handling heavy-duty lifting operations, making them suitable for a wide range of industrial applications.
Conclusion
In machinery processing facilities, the proper selection and use of lifting equipment are vital for maintaining operational efficiency and safety. From overhead cranes to mobile cranes, each type of equipment plays a crucial role in the seamless handling of heavy loads. By investing in high-quality lifting solutions and maintaining a focus on safety through regular training and equipment maintenance, facilities can achieve optimal performance and ensure the well-being of their workforce.




























Nessun commento:
Posta un commento